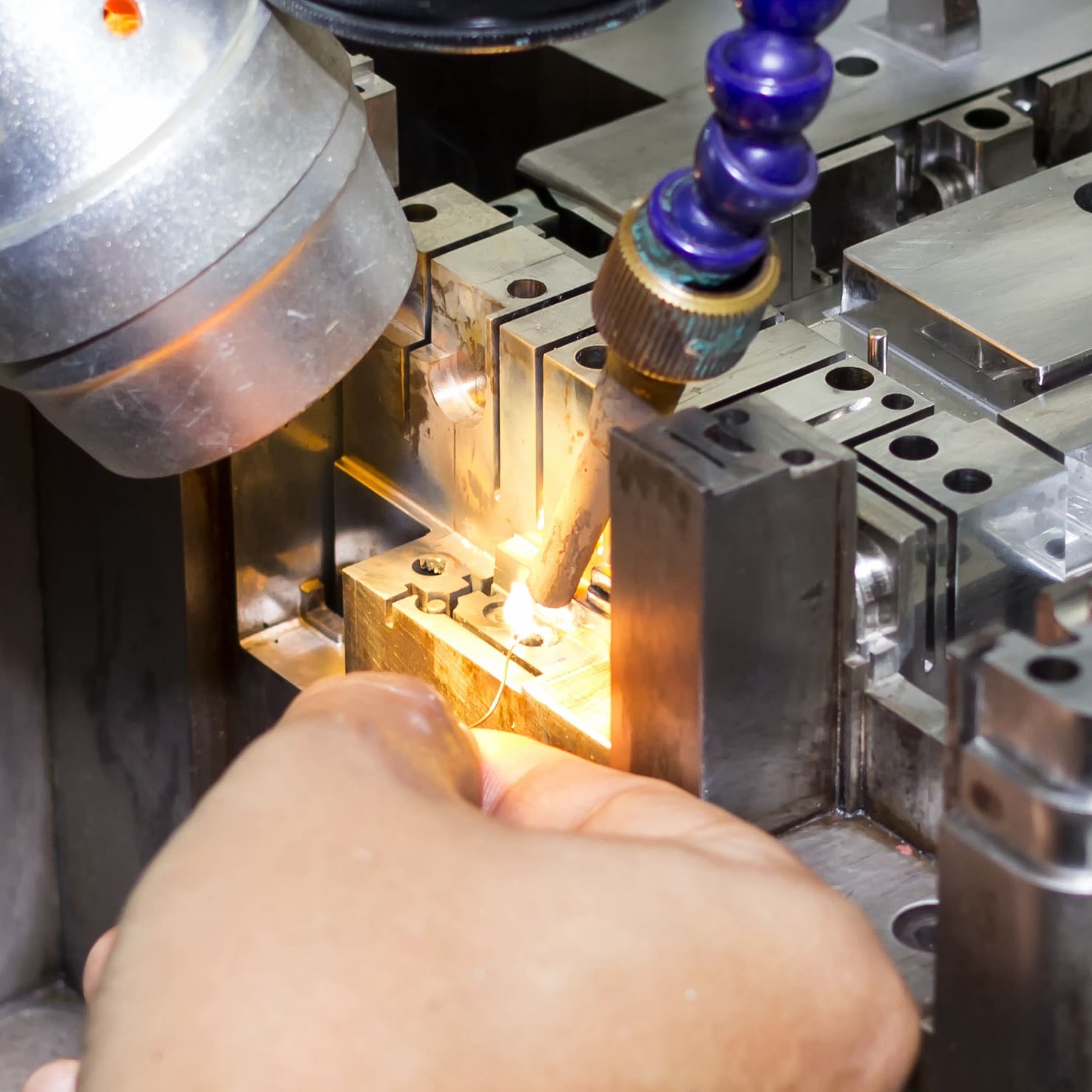



















Обзор технологии лазерной маркировки

Доли рынка промышленных лазеров по технологии. [ILS]
В большинстве случаев лазерная маркировка применяется для нанесения буквенно-цифровых обозначений на поверхности изделия, отмечающих дату изготовления, сроки годности, серийный номер, логотип и т.п. Технология лазерной маркировки превосходит традиционные методы в качестве и гибкости, и становится таким образом идеальным инструментом для автоматизации. Для всех ее видов характерны следующие преимущества:
- долговечность;
- высокая эффективность при низких эксплуатационных расходах;
- удобство работы даже с нестандартными поверхностями;
- бесконтактность и отсутствие специальных требований по подготовке изделия;
- простота интеграции и автоматизации;
- высокая точность позиционирования луча и локальность воздействия;
- высокая повторяемость и высокая скорость процесса.
Механизм лазерной маркировки
Процесс лазерной маркировки включает в себя один или несколько из нижеследующих процессов:
- обугливание;
- обесцвечивание или изменение цвета пигмента;
- изменение структуры поверхности;
- нанесение за счет испарения материала;
- контролируемого изменения поверхности за счет оплавления.
В общем случае эффект возникает за счет процессов испарения, плавления или поглощения в материале. Каждый из которых дает особый эффект для различных областей применения. Испарение позволяет наносить маркировку с углублением в материал изделия, точно так же как при механической гравировке. Плавление вызывает термо-химическую реакцию и чаще всего используется при маркировке пластиков. При поглощении на поверхности материала возможно получение эффектов, таких как, например, формирование цветов побежалости на поверхности титана и нержавеющей стали, позволяющих наносить контрастную маркировку без видимого повреждения поверхности.
Методы нанесения в технологии лазерной маркировки
Существуют два основных способа лазерной маркировки: перемещение зоны лазерного воздействия по поверхности материала и при помощи масок.

Схема процесса лазерной маркировки при помощи масок.
1. Лазерное излучение. 2. Трафарет. 3. Фокусирующая оптика. 4. Деталь.
При маркировке с помощью маски, формирование маркируемого изображения осуществляется путем проецирования лазерного излучения сквозь трафаретную маску. Далее изображение переносится уменьшающей его оптической системой на поверхность обрабатываемой детали. Вид маркируемого изображения полностью определяется трафаретным изображением маски. В случае применения этого способа обработку производят импульсным излучением с энергией импульса, достаточной для формирования на материале всего знака.

Схема процесса лазерной маркировки при помощи гальванометрических сканаторов.
1. Лазерное излучение. 2. Гальванометрический сканатор. 3. Поворотное зеркало.
4. Фокусирующая оптика. 5. Деталь.
Для перемещения зоны лазерного воздействия по поверхности детали сегодня наиболее широко применяют два метода: «летающую» оптику и гальванометрические сканаторы. В том и другом случае излучение перемещается за счет системы зеркал. В этих методах нанесение происходит за счет перемещения луча системой зеркал, во время которого лазерный луч поточечно формирует необходимое изображение воздействуя на поверхность детали. Управление взаимодействием лазера и системы зеркал осуществляют ЧПУ системы или компьютер.
Сравнивая эти два способа нанесения можно заключить следующее:
- скорость маркировки: скорость маркировки при помощи масок значительно выше и может достигать нескольких десятков маркировок в секунду. Длительность импульса лазера при этом находится в диапазоне от микро до наносекунд.
- зона маркировки: маркировка при помощи системы зеркал обладает значительно большей зоной. Зона маркировки при нанесении при помощи масок сильно ограничена диаметрами пятна и энергией импульса.
- гибкость: при маркировке с помощью масок для каждой отдельной маркировки необходим отдельный трафарет. Он требует времени на изготовление и потому этот способ удобен лишь при больших объемах однотипных нанесений. Второй способ лишен этих недостатков, так как форму нанесения определяет программное обеспечение. Что позволяет изменять наносимое изображение от детали к детали.
Методы нанесения в технологии лазерной маркировки
В технологии лазерной маркировки определяющими факторами при выборе типа лазера являются: тип маркируемых материалов, требования к качеству нанесения, а так же скорость нанесения и общая производительность. Среди множества источников наиболее популярны твердотельные лазеры (Nd:YAG и волоконные) с длинной волны 1,06 мкм и газовые излучающие на длине волны 10,6 мкм.
Первым и наиболее важным из критерием при выборе лазерного источника, является эффективность взаимодействия лазерного излучения с материалом детали. В таблице приведенной ниже даны значения коэффициентов отражения лазерного излучения для различных металлов [Trumpf Slovakia 2014]:
| Коэффициент отражения R [%] | ||
| Материал | Длина волны | |
| 0,9 – 1,1 мкм | 9 – 11 мкм | |
| Золото | 94,7 | 97,7 |
| Серебро | 96,4 | 99 |
| Алюминий | 73,3 | 96,9 |
| Медь | 90,1 | 98,9 |
| Конструкционные стали | 65 | 93,8 |
| Низкоуглеродистая сталь | 61,1 | 93 – 96 |
| Никель | 72 | 95,6 |
| Цинк | 49 | 98,1 |
| Хром | 57 | 93 |
| Кремний | 28 | 28 |
Как видно из таблицы, газовые лазеры явно проигрывают твердотельным, однако не все так однозначно. Если говорить о маркировке органических материалов, таких как дерево, пластмассы, бумага, – то наиболее оптимальным выбором будет источник с длинной волны 10,6 мкм, но при обработке металлов и их сплавов твердотельные лазеры лидируют за явным преимуществом. При том они так же могут обрабатывать пластики, кожу и т.п., хотя и менее эффективно.

Доли рынка лазерной маркировки по типу лазеров. [ILS]
Несмотря на невысокую стоимость газовых лазеров, и, как следствие, почти двукратную разницу в стоимости при сравнении систем маркировки начального уровня, лидирующие позиции уверенно занимают волоконные лазеры, на долю которых приходится почти ¾ рынка. Это обусловлено их надежностью, стабильностью, практически полным отсутствием технического обслуживания, ресурсом работы превосходящим 50 000 часов и удобством интеграции.
Области применения лазерной маркировки
Лазерная маркировка находит тысячи применений. Высокоскоростная лазерная маркировка массово внедряется на конвейерах для нанесения кодировок, сроков годности и другой информации. Эта технология практически идеальна для внедрения в производственные линии на массовом производстве. Их гибкость, простота в эксплуатации и большой ресурс работы дает значительный экономический эффект по сравнению с традиционными методами.



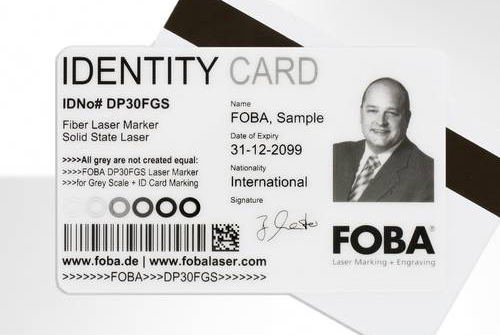




Нанесение штрих-кодов, 2D кодов, QR-кодов и т.д. на продукцию позволяет сохранять на ней значительные объемы информации. В последние годы все больше производителей по всему миру наносят подобную маркировку не только на конечный продукт но и на отдельные детали.
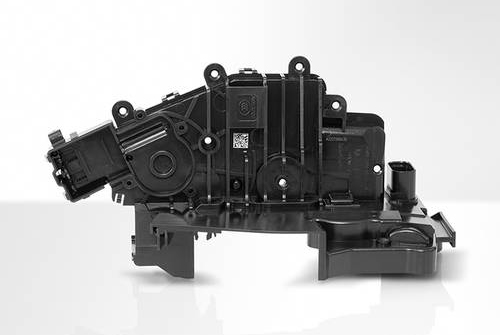
Благодаря лазерной гравировке значительно упростилось производство деталей с маркировкой день/ночь – она позволяет одновременно видеть символы в светлое время суток, использовать подсветку в темное, а также использовать "скрытые" символы, которые становятся видимыми только когда подсвечены. Суть технологии заключается в нанесении на прозрачную или полупрозрачную подложку одного или двух слоев краски (например это может быть белый цвет, перекрытый темно-серым). Затем при помощи лазера удаляется верхний слой краски, без повреждения нижнего.
Подготовлено по материалам:
Adelina HAN, Dinu GUBENCU – ANALYSIS OF THE LASER MARKING TECHNOLOGIES – Nonconventional Technologies Review – no.4/ 2008 – p.17
LYDIA SOBOTOVA, PETER DEMEC – LASER MARKING OF METAL MATERIALS – MM Science Journal; Dec2015, p808
David Belforte – 2015 Industrial laser market outperforms global manufacturing instability – ILS